2.1本系统运到施工现场后应仔细打开包装,并按照装箱单仔细检查系统各部分是否符合合同要求,是否符合图纸设计要求,有无损坏现象,否则应及时与生产厂家联系。
2.2本系统各部分拆装后应确保各部分所有外露口堵盖或包扎,在设备安装配管前不得脱落,以免对液压系统造成污染。
2.3液压运抵安装位置后应根据各部分的设计要求将其在基础上固定牢靠,不得松动,以免影响其使用性能。
2.4各部分就位后,请按以下方式配管:
管道焊接、加工、安装按[YBJ207-85]中的有关条款执行。
2.5液压系统安装配管完成后,请按照液压系统电气接线图或系统设计接线。
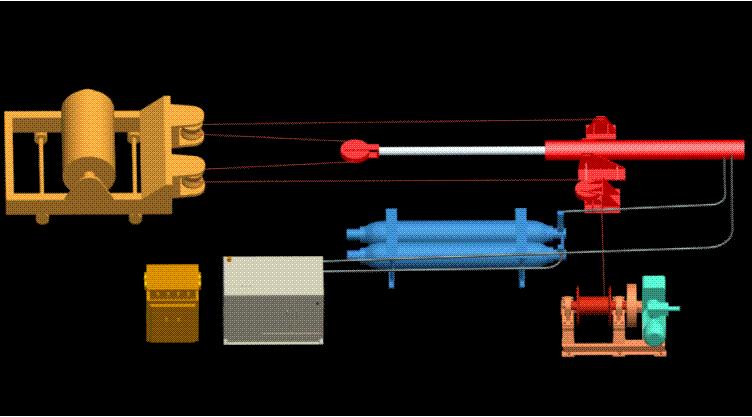
以往的绞车拉紧装置或重锤拉紧装置一般均采用多种滑轮组使拉紧钢丝绳多绳缠绕,不但使得拉紧系统复杂化,而且使得拉紧的动态响应特性差。本拉紧装置结构紧凑,拉紧用的钢丝绳缠绕的布置形式极为简单,因而简化了带式输送机的拉紧系统,使得拉紧的动态响应好,改善了带式输送机的运行特性。
ZB/Y230A型脉冲反射式超声波探伤仪通用技术条件
JB/ZQ4000.3焊接通用技术要求
JB/ZQ4000.7锻件通用技术条件
JB/ZQ4237-86碳素钢结构
JB/ZQ4286-86包装通用技术条件
JB/ZQ4288-86合金钢结构
GB4208外壳防护等级分类
TJ231(四)机械设备安装工程施工及验收规范
GB14784带式输送机安全规范
GB10595-89带式输送机技术条件
GB987带式输送机基本参数与尺寸
GB/T13792带式输送机托辊用电焊钢管
DTII型固定式带式输送机设计选用手册
GB3766液压系统通用技术条件
GB7936液压元件通用技术条件
GB/T15662液压缸实验方法
GB8106方向控制阀实验方法
GB9094液压缸气缸安装尺寸和安装型式代号
GB7936液压泵马达空载排量测定方法
GB/T14211机械密封实验方法
GB/ZQ4286机械密封技术条件
其它未注标准按国标、部标或行业标准制造验收

胶带自控液压拉紧装置是根据我国煤矿,冶金等的特点,吸收世界工业发达国家的技术,根据胶带在启动和正常运转状态下拉紧力相同而拉紧行程不同的需要,并根据不同的场所胶带送料密度不同和同一场所送料量变化而确定合理的胶带张力而设计的,该机特点:(1)响应快,胶带启动时,胶带突然松弛伸长,该机能立即缩回油缸,及时补偿胶带的伸长,对紧边的冲击小,从而使启动时平稳可靠,避免断带事故发生;(2)张力调节范围广;(3)皮带打滑时能自动增高拉紧力等保护功能;(4)结构紧凑,安装空间小;(5)可与集控装置相连,实现对该机的远距离集中控制,还可实现微机控制.
该拉紧装置现已系列化,适应范围较广,设计拉紧小车大拉紧力为1250kN,大拉紧行程为36m,所以一般可满足各种大型带式输送机对拉紧系统的要求。
由于拉紧装置仅由拉紧油缸与输送机的拉紧小车相连,所以可根据实际需要灵活地布置拉紧系统;当采用机头或中部拉紧时,拉紧油缸安装在输送机机身内;当采用机尾拉紧时,拉紧油缸既可以安装在输送机的尾部,也可以借助于平面改向滑轮组将拉紧油缸置于输送机机身外侧,因而给带式输送机的选型设计提供了方便。

2.3、液压系统采用原装进口的液压元件力士乐,所有的液压元件密封性能可靠,整个系统无渗、漏油现象;系统应设置多道滤油装置,保证油液清洁,换滤方便,自动报警可靠。
2、液压系统及部件在组装前进行清洗,组装后密封良好、无冲击和漏油现象。
3、起动张紧力和正常运行张紧力应可根据需要进行调节,预先设定,通过压力传感来控制加压和保压转换。张紧力设定后,输送带张紧力按预定程序自动进行工作,输送带张力变化时自动液压张紧装置反应快,保证带式输送机正常启动(含带负荷启动)和稳定运行,以及所需要的张紧力和张紧行程。带式输送机正常启动(含带负荷启动)和稳定运行时的参数由带式输送机供方提供。
4、自动液压张紧装置设置手动、自动两种控制方式。手动控制方式方便设备安装、调试及安装,自动控制方式用于正常生产。
5、自动液压张紧装置具有断带自动停机和输送带打滑时自动调整张力等保护功能。
6 、自动液压张紧装置应具备与斗轮机联锁条件,斗轮机尾车仰俯时自动液压张紧装置应自动对胶带进行张紧操作。
7、自动液压张紧装置具有完备的运行状态检测及及4~20mA数字显示信号(显示液压系统的工作压力、输送带张紧力、系统油污染报警),保证设备运行的可靠性及方便维修,并可将信号传输至运煤程控室(信号传输用电缆由招标方提供)。
8、电控系统采用PLC程序控制,PLC按MODICON产品配供。
9、组装前应从每个零部件内部清除全部加工垃圾,如金属切屑、填充物等,应从内外表面清除所有渣屑、锈皮油脂等。
10、设计与供货界限及接口规则
11、自动液压张紧装置的设计工作由投标方负责,设计方案经设计院认可。有关设计的工作在合同签订后的设计联络会中解决。
12、自动液压张紧装置有关的接口尺寸按《DTIIA型固定式带式输送机设计选用手册》《火力发电厂带式输送机运煤部件典型设计选用手册》(D-YM96版)等有关的系列尺寸与系统带。
http://www.yzzyjx.net



")





